行(xíng)業內(nèi),燃油車(chē)發動機的缸蓋導管閥座壓裝一般為(wèi)立式壓裝,且通(tōng)常采用管道(dào)方式将導管和(hé)閥座分别輸送至壓裝位。作(zuò)為(wèi)壓裝領域積累豐富經驗的協鴻公司,在結合客戶原有(yǒu)壓機的使用意見與建議下,全新設計(jì)開(kāi)發了一整套缸蓋壓裝壓檢、缸體(tǐ)壓檢的全自動設備。新設備為(wèi)卧式壓裝,全機器(qì)人(rén)搬運;憑借獨特的外形,緊湊的布局,高(gāo)精度的機構,在智能化、柔性化、可(kě)靠性方面領先行(xíng)業及相關競争對手。
根據生(shēng)産産能1600台/日/3班,每天因設備故障停機目标值要≤2次;故對設備提出故障率≤0.1%的目标值;又因每台4缸型發動機有(yǒu)各12個(gè)之多(duō)數(shù)量的導管閥座零件,這對本次自動化設備的質量和(hé)裝配工藝提出了更嚴格的要求。需要每個(gè)工序甚至每個(gè)機構确保萬無一失。
原有(yǒu)壓機等設備,最主要的問題在于:1.導管和(hé)座圈因供料管道(dào)狹長,經常發生(shēng)卡料,堵塞等情形,平均全天2-4次(約5min/次);2.也因供料管道(dào)及分配機構的原因,在切換機型作(zuò)業時(shí),需要将其內(nèi)部零部件全部清空(kōng)并替換,動作(zuò)複雜耗時(shí)長,統計(jì)平均該時(shí)間(jiān)約20分鍾左右(大(dà)約2-3天切換一次)。
新設備要求:相鄰導管閥座間(jiān)間(jiān)距變化時(shí)(含後續擴展機型),要求機型切換無人(rén)工幹預,設備自主識别并切換相應程序,設備自動切換時(shí)間(jiān)≤1分鍾。
了解了原裝配設備的問題點和(hé)新設備目标值;因此,協鴻設計(jì)團隊需要針對産品各種工藝特性,結合客戶的使用建議,設計(jì)更加可(kě)靠、更加快捷的自動化設備。
與此同時(shí),協鴻還(hái)充分利用自身的自動化技(jì)術(shù),提前測試部分新設想機構,包括機器(qì)人(rén)技(jì)術(shù)和(hé)視(shì)覺系統等。盡管測試結論與最終實際會(huì)有(yǒu)少(shǎo)量偏差,但(dàn)可(kě)提前預估和(hé)測試新技(jì)術(shù)機構的可(kě)靠性及準确性。
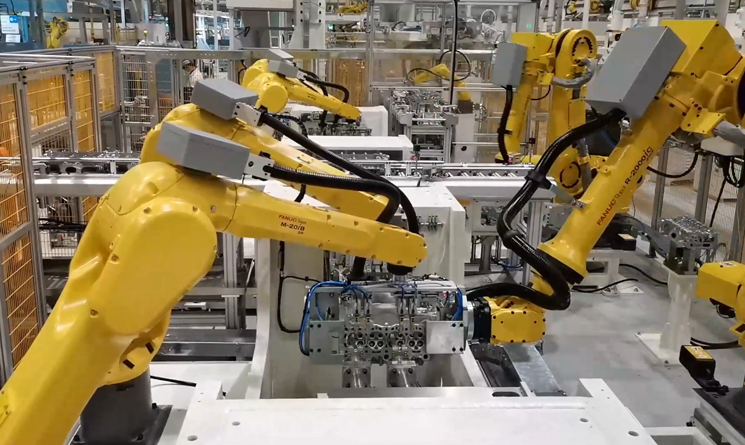
從故障發生(shēng)的頻率及機型切換的形式上(shàng)看,設備的主要問題點在于導管閥座的狹長供料管道(dào)及彎曲供料的路徑。因此新設備隻要把長管道(dào)供料的方式舍棄,利用其它裝置比如機器(qì)人(rén)機械手來(lái)替換上(shàng)料實現就能解決問題。借助FANUC 6軸工業機器(qì)人(rén)的廣泛應用,結合各種精密檢測傳感器(qì)技(jì)術(shù),确保了導管和(hé)座圈從儲料分配位抓取至缸蓋壓裝位動作(zuò)的可(kě)靠性及準确性,實現了出色的重複精度。
導管閥座均采用振動盤初步分選,中途利用位移傳感器(qì)檢測正反,利用機構反件自動剔除。
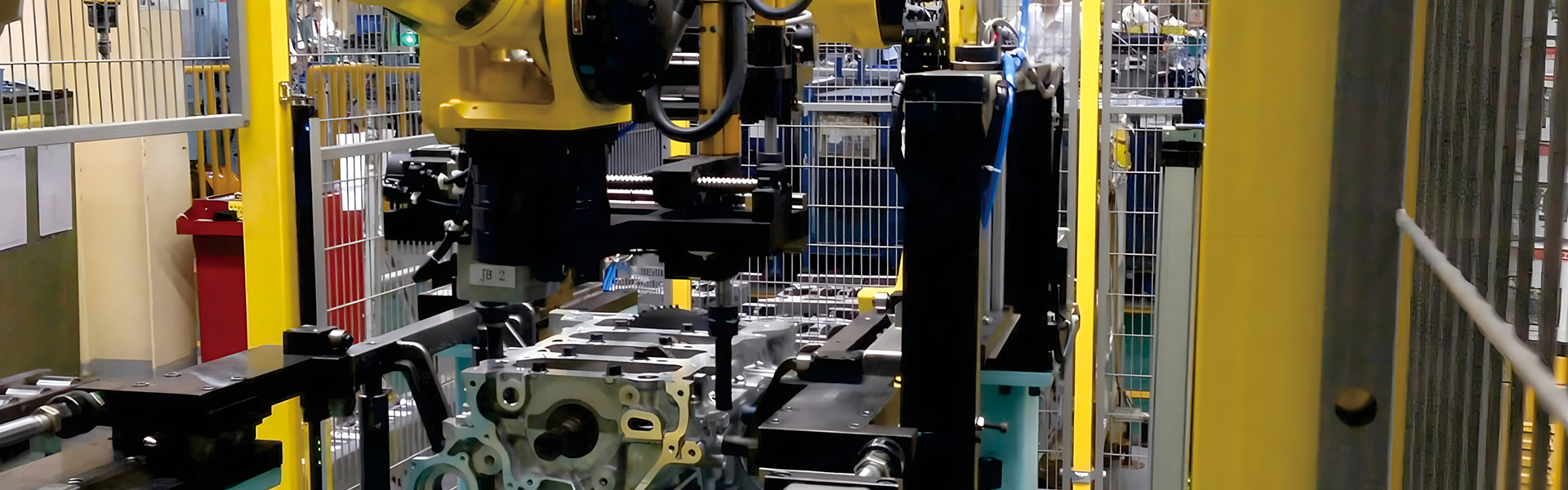
同時(shí)為(wèi)了實現快速及準确的切換機型,設備內(nèi)大(dà)量使用伺服電(diàn)缸來(lái)取代傳統的切換氣缸;特别是在導管及閥座的分配口等處。壓機本體(tǐ)設計(jì)成卧式,更有(yǒu)利于機器(qì)人(rén)夾持缸蓋從中間(jiān)放入壓裝。壓機各壓頭可(kě)以自動切換。
缸體(tǐ)缸蓋的壓檢區(qū)域全部為(wèi)自動化:機器(qì)人(rén)自動上(shàng)下料,工件自動壓檢,COSMO檢漏儀自動出結果。
此外,為(wèi)确保設計(jì)的可(kě)靠性并縮短(duǎn)後續的現場(chǎng)調試時(shí)間(jiān),協鴻在設計(jì)階段進行(xíng)了離線仿真;利用設備級的模拟仿真,以保證設備的節拍、運動軌迹優化以及設備幹涉分析的預判,從而實現了最佳機構設計(jì)和(hé)運動路線。
設備導入後,一直穩定運行(xíng);總故障率維持在目标值內(nèi),多(duō)機型兼容,機型切換快捷。協鴻為(wèi)客戶提供了一流的生(shēng)産效率和(hé)穩定的質量保證。
相比舊(jiù)設備,新線每天至少(shǎo)可(kě)節省因故障耽誤/機型切換工事時(shí)間(jiān):全年(300工作(zuò)天)累計(jì)為(wèi)(10*300+20*120)=5400min
第一套設備運行(xíng)一年左右。第二條(套)生(shēng)産線設備于次年啓動,并當年導入當年投産。
工作(zuò)時(shí)間(jiān):9:00 — 18:00
聯系電(diàn)話(huà):