其中成熟應用的設備我們已經标準化
其模塊化的設計(jì)、可(kě)靠的配置、成熟的裝配工藝,可(kě)快速響應客戶的不同需求
C型伺服壓機工作(zuò)站(zhàn)、四柱伺服壓機工作(zuò)站(zhàn)
| 桌面型四柱壓機 | SIRO-T01 |
| 額定出力 (N) | 2500/5000 |
| 運行(xíng)速度 (mm/s) | 416/208 |
| 有(yǒu)效行(xíng)程 (mm) | 150/250 |
| 重複精度 (mm) | 0.01 |
| 壓力精度 (FS%) | 0.5% |
| 供電(diàn) | AC 220V 50Hz |
| 重量 (kg) | 75 |
| 功率 (kw) | 0.8 |
| 供電(diàn)電(diàn)壓 (V) | 單相AC 220 |

位置精度達到±0.01mm (任意負載和(hé)速度),全閉環方案有(yǒu)效消除不同負載下電(diàn)缸絲杆、同步帶、機架變形等引起的壓頭位置變化,保證産品尺寸一緻性。
壓力精度達到±0.5%FS, 壓裝過程使用運動控制(zhì)算(suàn)法,位置、壓力不易過沖,可(kě)減少(shǎo)廢品産生(shēng)。
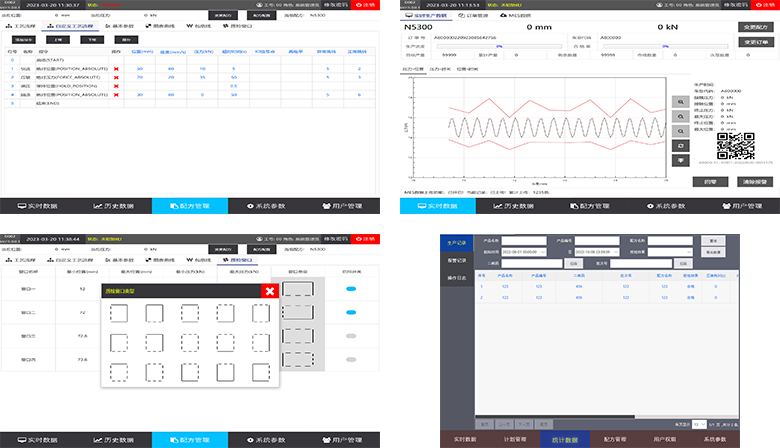
壓裝位置-壓力曲線實時(shí)顯示,采樣率≥4000次/秒(miǎo),确保壓裝過程分毫畢現。
可(kě)與MES對接,實現電(diàn)子SOP 功能,提高(gāo)生(shēng)産效率。
多(duō)種壓裝過程質量檢測模式,配合"特殊點檢測"解決壓裝品質問題,保證産品一緻性。
壓裝過程根據需要自由編輯,包括位置、壓力、信号等待、信号輸出、延時(shí)、判斷、跳(tiào)轉等。
位置曲線數(shù)據實時(shí)保存,還(hái)原壓裝過程,方便追溯分析。
多(duō)種實時(shí)檢測方式,配合高(gāo)頻采樣進行(xíng)檢測,使品控更可(kě)靠。
系統後台可(kě)以存儲超過 100萬條 曆史曲線和(hé)關鍵數(shù)據,用戶可(kě)以根據日期、條形碼、良品/次品等關鍵信息進行(xíng)檢索和(hé)統計(jì)。
工作(zuò)時(shí)間(jiān):9:00 — 18:00
聯系電(diàn)話(huà):

